 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TB 9-2300-247-40
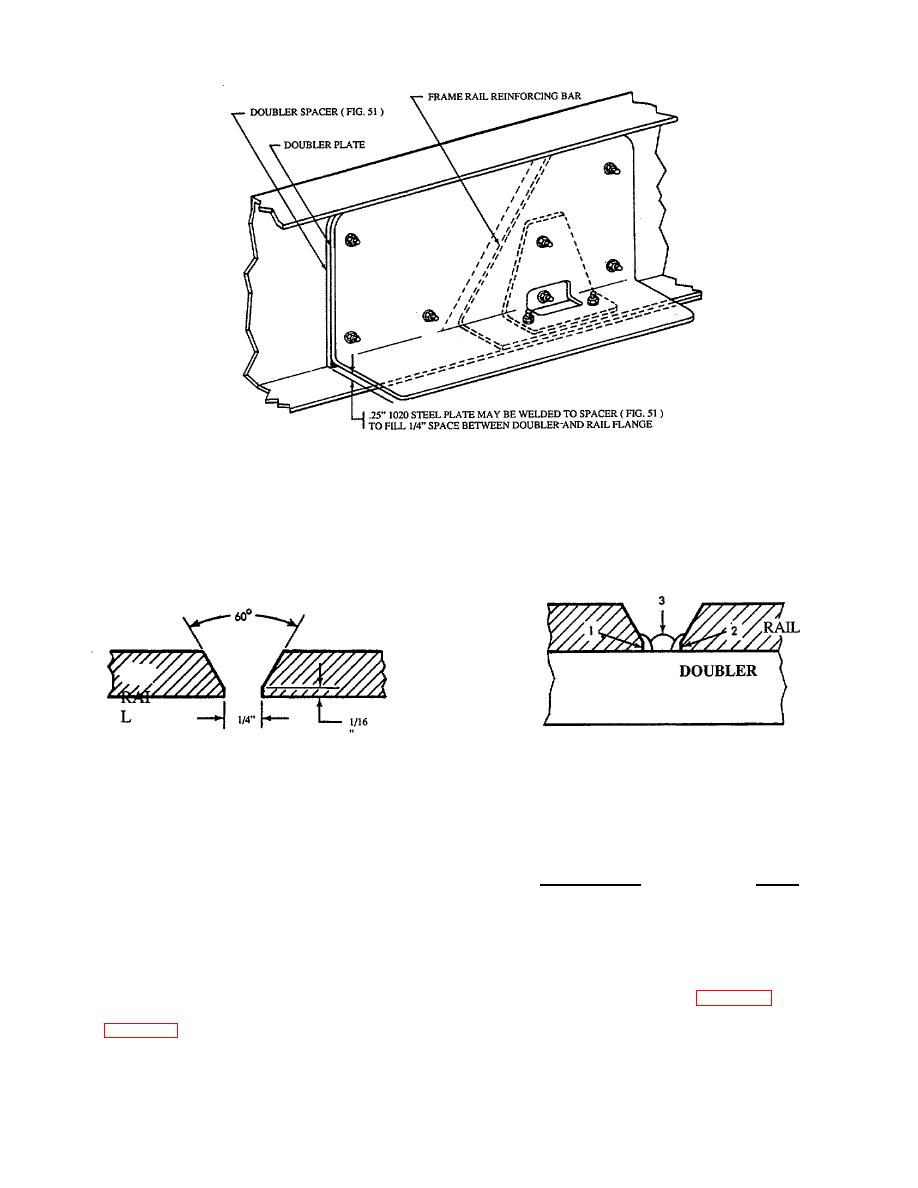
Figure 52. Inner View - Jounce Bracket
nature of the defect and the method of repair.
63.
Welding Frame Rails.
c.
Welding Electrodes. Perform all welding using
a. Cleaning. Thoroughly clean frame rail to be
electrode type MIL-312, Specification 12018-M
welded of all grease, asphalt, dirt, or other
of AWS-A5 in sizes 3/32-inch, 1/8-inch, and
debris.
5/32-inch diameters.
b. Inspection. Inspect frame rail to determine
Figure 54. Groove Welding Passes
Figure 53. Typical Root Groove
Perform initial welding passes as indicated in
WARNING
Figure 55.
Use only effective chip guarding
g. Recommended welding current for flat welding is
equipment, protective equipment and
as follows:
protective clothing (goggles, shields,
gloves aprons, etc) when doing any
Electrode size
DCRP
drilling, grinding, or welding. Failure
3/23
50-75
to follow this warning could result in
1/8
75-95
injury to personnel.
5/32
90-135
d. Preheating. Preheat frame rails between 4500 F
h. Beading. Deposit the first layer of weld metal
and 5500 F before welding.
with three passes of a 3/32-inch diameter
electrode. as shown in Figure 49, using stringer
e. Grooving.
Groove all cracks as indicated in
beads. Where vertical welding is required, such
passes may be up or down. A weave pass may
be used in vertical-up pass in the rail face and
f.
Groove Welding. Use sizes 3/32-inch and 1/8-
inch electrodes for groove welding.
45
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
