 |
|||
|
|
|||
|
Page Title:
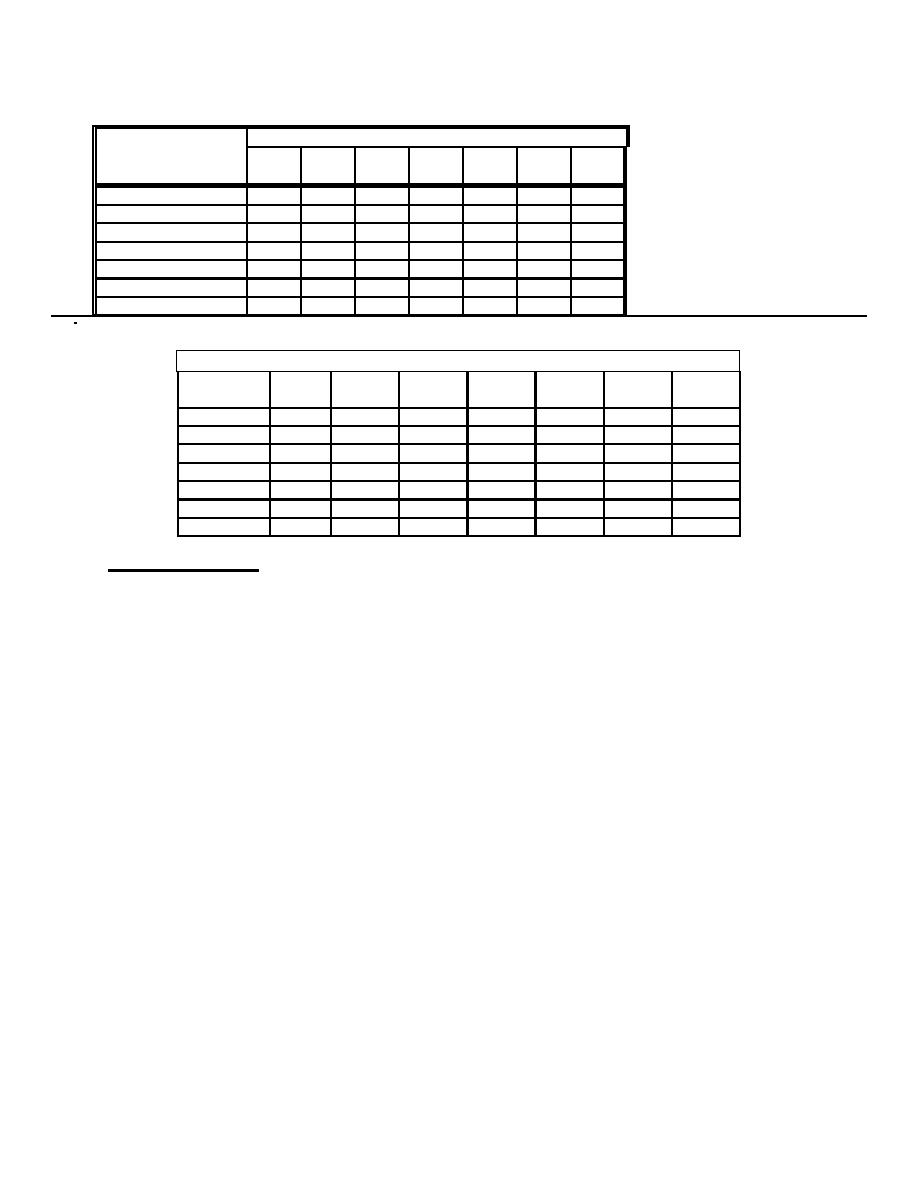
Table 3. Welding Heat Input (Kj/m) T-1 and T-1 Type C Steels |
|
||
| ||||||||||
|
|
 TB 9-2510-242-40
Table 3. Welding Heat Input (Kj/m) T-1 and T-1 Type C Steels
SECTION THICKNESS (IN)
PREHEAT
0.19
0.25
0.5
0.75
1.0
1.25
1.5
TEMP (OF)
50
28
37
72
125
*
*
*
70
27
36
70
121
*
*
*
100
25
34
67
116
208
*
*
150
23
32
62
107
188
*
*
200
21
29
56
99
173
*
*
300
17
24
47
82
126
175
*
400
13
19
40
65
93
127
165
Table 4.
Maximum Welding Heat Input (Kj/in) for T-1 Steel Types B and C
SECTION THICKNESS (IN)
0.19
0.25
0.5
0.75
1.0
1.25
1.5
PREHEAT
TEMP (F)
50
19
25
48
92
*
*
*
70
18
24
47
89
137
*
*
100
17
23
45
84
131
*
*
150
15
21
42
77
120
*
*
200
14
19
38
70
110
154
*
300
12
16
32
56
86
120
*
400
9
12
26
42
66
94
124
3.1.6
Welding Techniques . The following welding techniques are designed to minimize heat input and to reduce
areas of high stress concentration.
E-9
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
