 |
|||
|
|
|||
|
Page Title:
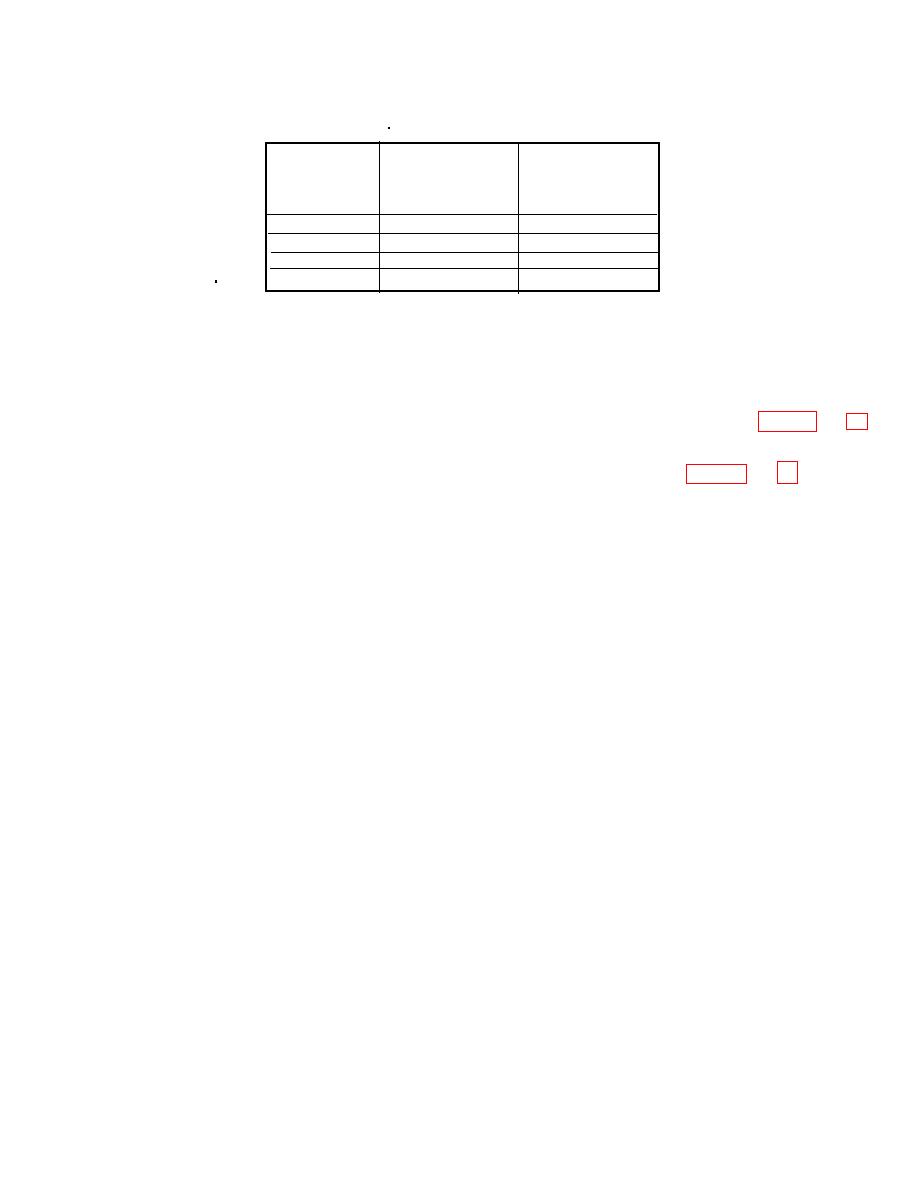
Table 2. Suggested Preheat and Interpass Temperatures for ASTM A514 Steels |
|
||
| ||||||||||
|
|
 TB9-2510-242-40
Table 2. Suggested Preheat and Interpass Temperatures for ASTM A514 Steels
MINIMUM
MAXIMUM
PREHEAT AND
PREHEAT AND
THICKNESS
INTERPASS
INTERPASS
RANGE (IN)
TEMP (F)
TEMP (F)
Up to 0.75
50
400
0.76 to 15
125
400
1.51 to 2.5
175
450
Over 2.5
225
450
b. Welding Heat Input . The total welding heat input is determined by three factors: welding voltage, amperage,
and speed. To determine the total heat input for a given weld, use the following formula:
Heat
Input (kJ/in) = Amperes x Volts x 60/ 1000 x Speed (in per minute)
When welding T-1 steels, the total welding heat input must be equal to or less than the values given in Tables 3 and 4.
Given the preheat temperature and base metal thickness, the above heat input formula can be used to ensure than the
heat input remains within the limits given in the table. The heat input can be adjusted by decreasing welding amperage
and voltage or by increasing the welding speed. Note: The total heat input referenced in Tables 3 and 4 applies to
individual weld passes and is not considered cumulative.
E-8
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
